Do It Once And Do It Properly.
Disclaimer.
This article provides general information about woodworking practice and workshop preparation.
It reflects the author’s views and is not professional advice.
Workshop regulations, safety requirements and environmental controls vary across Australia, and some activities, including spray finishing, dust extraction systems and noise‑producing operations, may be subject to local rules.
Readers should seek appropriate professional or regulatory guidance before undertaking any activity that may involve safety, compliance or specialised equipment.
Explaining What I Mean By “Do It Yourself Properly.”
To me, there is a letter missing from DIY. Sure, these very well known 3 letters have carried the idea for decades and they do useful work.
They point at self-reliance, at the willingness to pick up a tool and do the thing yourself rather than waiting for someone else.
What they leave out is the question of how.
Do It Yourself says nothing about whether the person lifting the tool knows what they are doing. Do It Yourself Properly does.
The missing letter matters across every domain of making and maintenance.
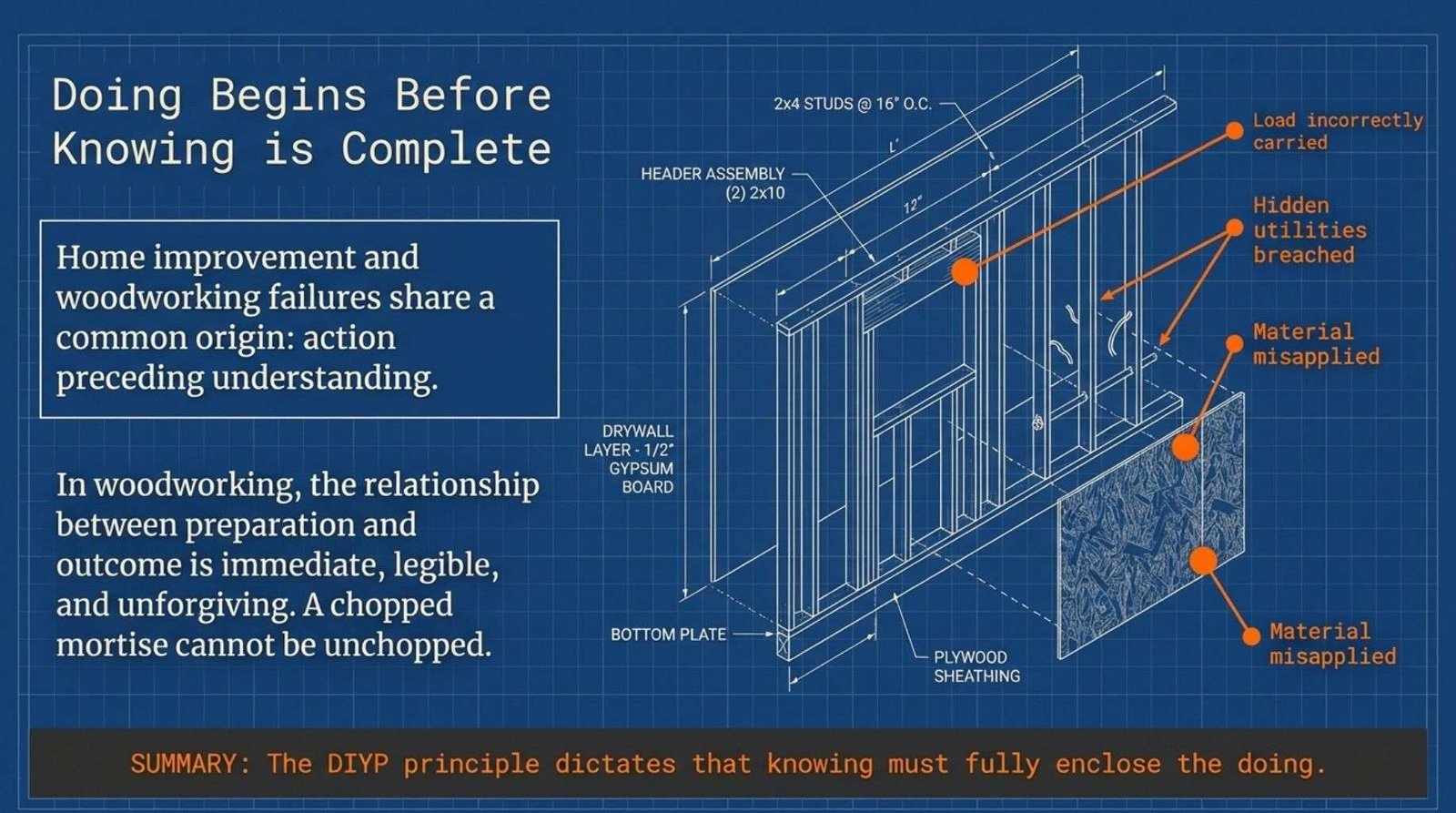
Home improvement is where its absence is most publicly visible, in walls opened without knowing what runs through them, in structures altered without understanding how load is carried, in materials applied without reading the specification. These failures share a common origin: the doing began before the knowing was complete.
However, the workshop is where the principle finds its most direct expression, because in woodworking the relationship between preparation and outcome is immediate, legible and unforgiving in a way that makes the argument for DIYP almost self-evident.
This article is about that relationship. It is about what proper preparation actually means across the full arc of a woodworking project, from the research that should precede a tool purchase to the knowledge that determines whether a finish holds or fails. The workshop is the best possible classroom for the DIYP principle, and its lessons apply well beyond it.
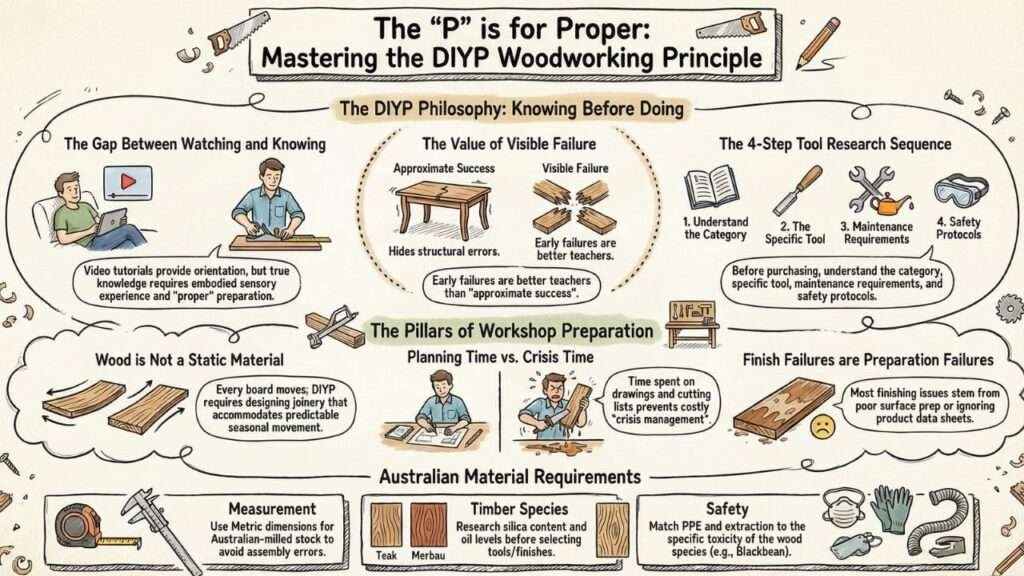
The Gap Between Watching and Knowing.
A generation of woodworkers learned their craft slowly. Books, trade schools, years standing beside someone who already knew what they were doing.
The transmission was embodied and cumulative, and its slowness was not a defect. The time required to acquire knowledge was built into the process rather than compressed out of it.
The platforms that have replaced much of that transmission are genuinely valuable. A maker in a regional town who wants to understand how to cut a proper through-wedged tenon by hand has access to detailed step-by-step instruction that simply did not exist in that form twenty years ago.
The problem is not the information. The problem is structural. Watching a skilled craftsperson execute a process does not transfer the sensory knowledge embedded in that process.
The feel of a chisel registering cleanly against a mortise wall. The resistance of dense hardwood against a well-set hand plane. The particular sound a joint makes when it is fully seated against the sound it makes when it is not quite there. These do not come through a screen.
The Dunning-Kruger effect is not a flaw in particular people. It is a predictable feature of early-stage learning that applies to everyone acquiring a new skill.
At a certain point in that acquisition, a person knows enough to feel capable but not enough to know what remains unknown. A culture oriented toward doing rather than learning can hold people in that stage indefinitely.
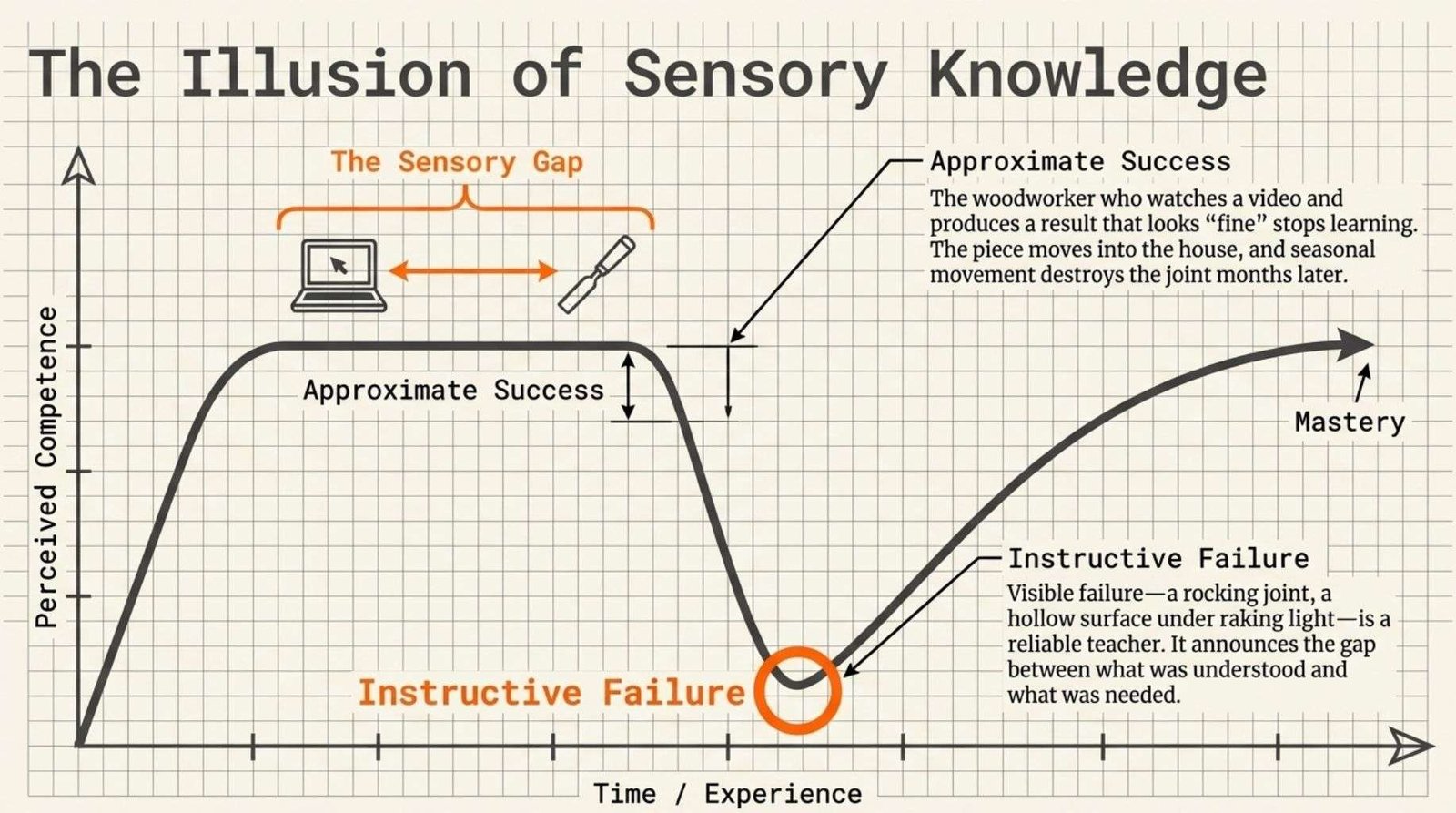
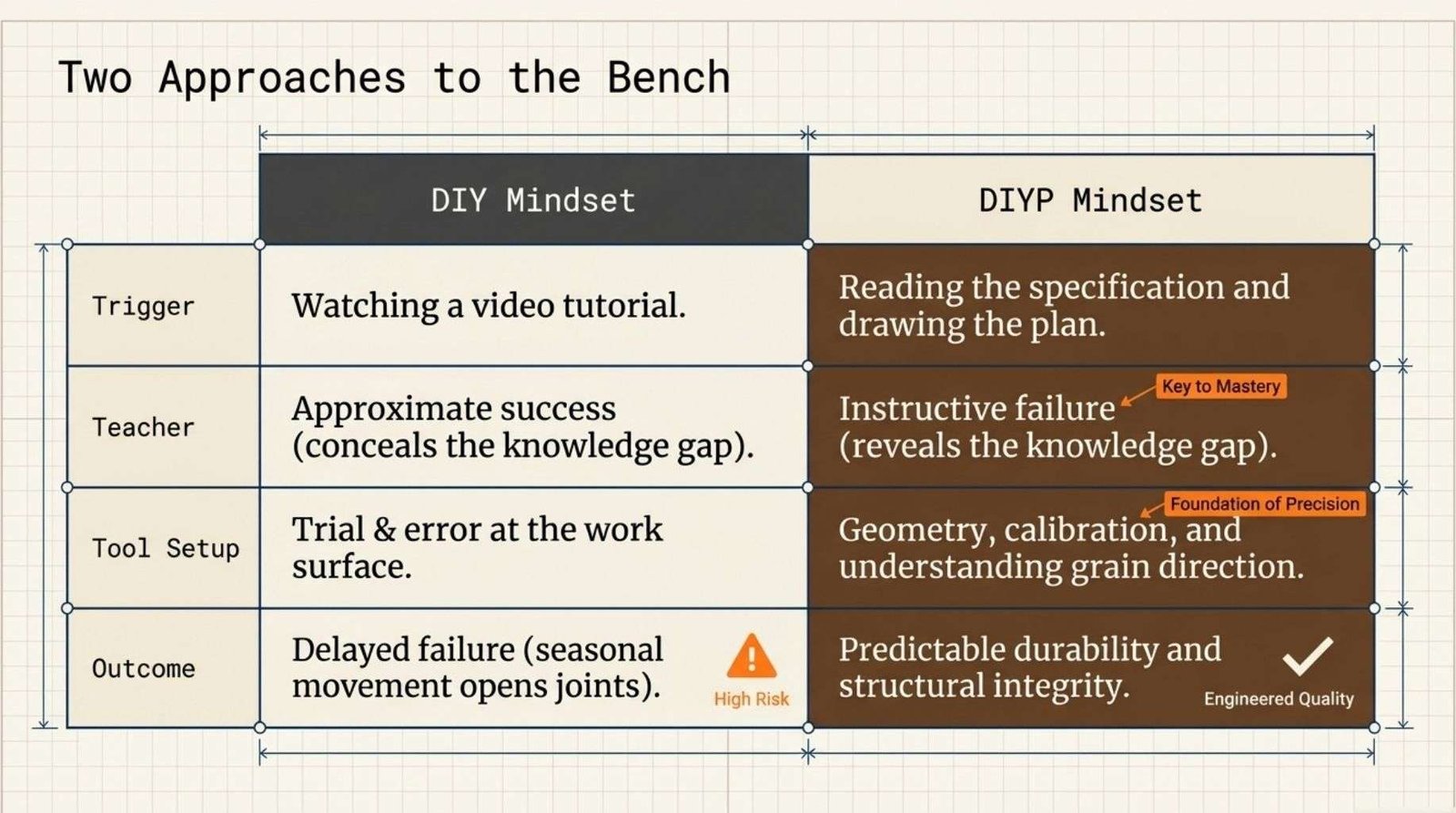
The woodworker who watched the video, bought the tools and produced a result that looked approximately correct has less motivation to continue learning than the one whose result was clearly and instructively wrong.
Counter-intuitively, visible failure in early woodworking is often a more reliable teacher than approximate success.
A joint that closes but rocks, a surface that looks flat under overhead light but reveals itself as hollow under raking light, a finish that adheres in some areas and lifts in others: these announce the gap between what was understood and what was needed. Approximate success conceals that gap.
The piece looks fine on the bench, moves into the house, and the problem declares itself months later when seasonal movement that was never accounted for has opened a joint or distorted a panel.
DIYP does not ask for mastery before starting. It asks for honest preparation before starting, and for the humility to treat watching as orientation rather than qualification.
Tool Selection and the Research That Should Precede It.
The tool purchase is where the DIYP principle either takes hold or collapses. It is also the decision that receives the least structured attention in mainstream craft content, because tools are photogenic and research processes are not.
A quality hand plane, properly tuned and applied to a species it suits, produces a surface that no sandpaper sequence can match.
That same plane, applied without understanding its blade geometry, its preparation requirements and the grain direction of the timber being worked, produces tear-out, frustration and a conclusion that hand planes are overrated.
The tool is not the variable. The knowledge applied to it is.
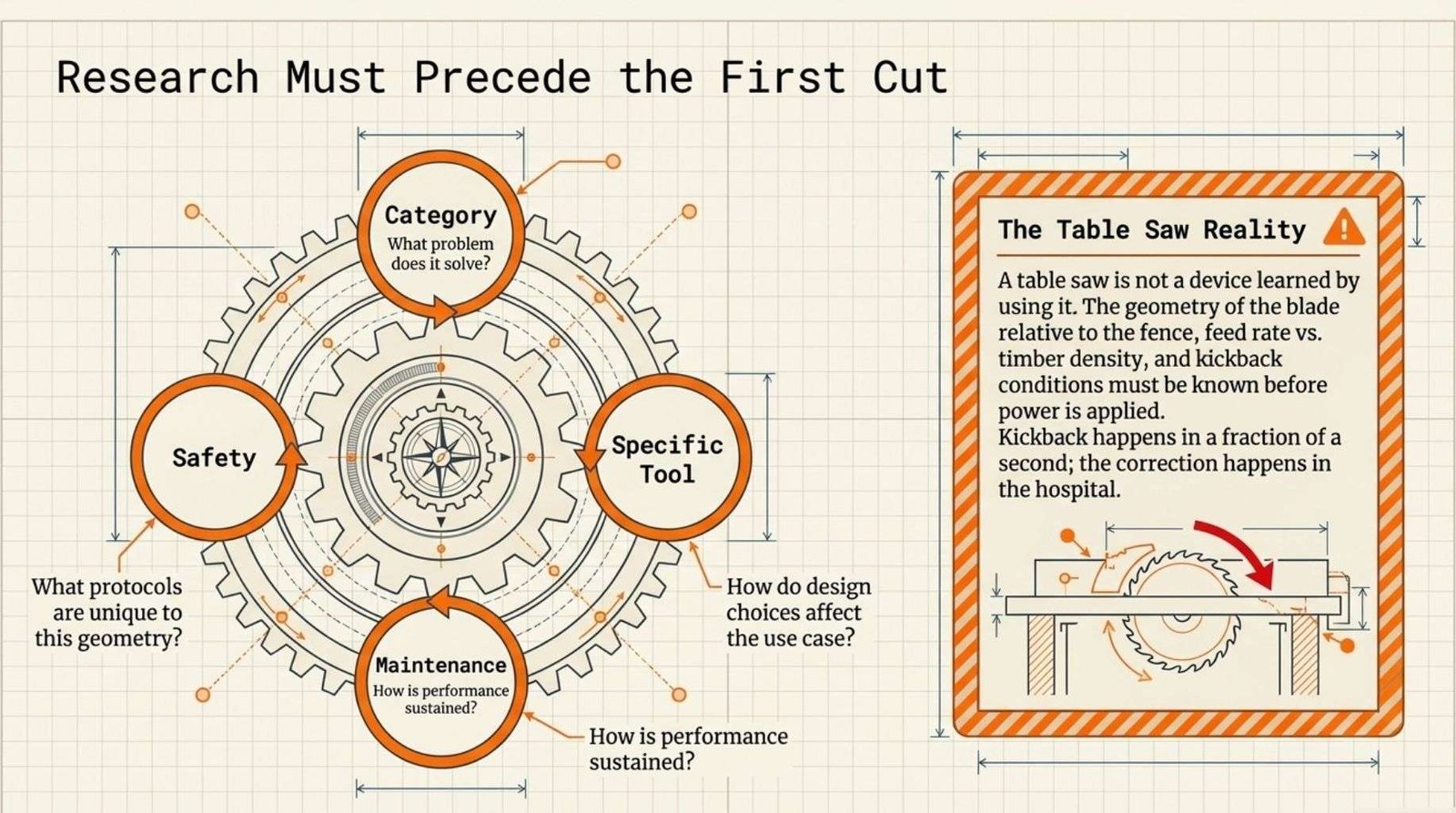
This distinction scales across the full range of workshop equipment. A table saw is not a device you learn by using it.
The geometry of the blade relative to the fence, the relationship between feed rate and blade height, the behaviour of different timber densities at the cutting edge, the conditions that produce kickback and the specific setups that prevent it: this is knowledge that should precede the first cut, not accumulate through it.
Kickback from a table saw happens in a fraction of a second. The correction comes later, and in a worse environment than the workshop.
The research appropriate to a new tool purchase is not a single video. It is a sequence. Understand the category of tool and what problem it solves.
Understand the specific tool within that category and how its design choices affect its use case. Understand the maintenance requirements that determine whether the tool performs as specified.
Understand the safety protocols that are specific to that tool rather than generic to the workshop, then purchase.
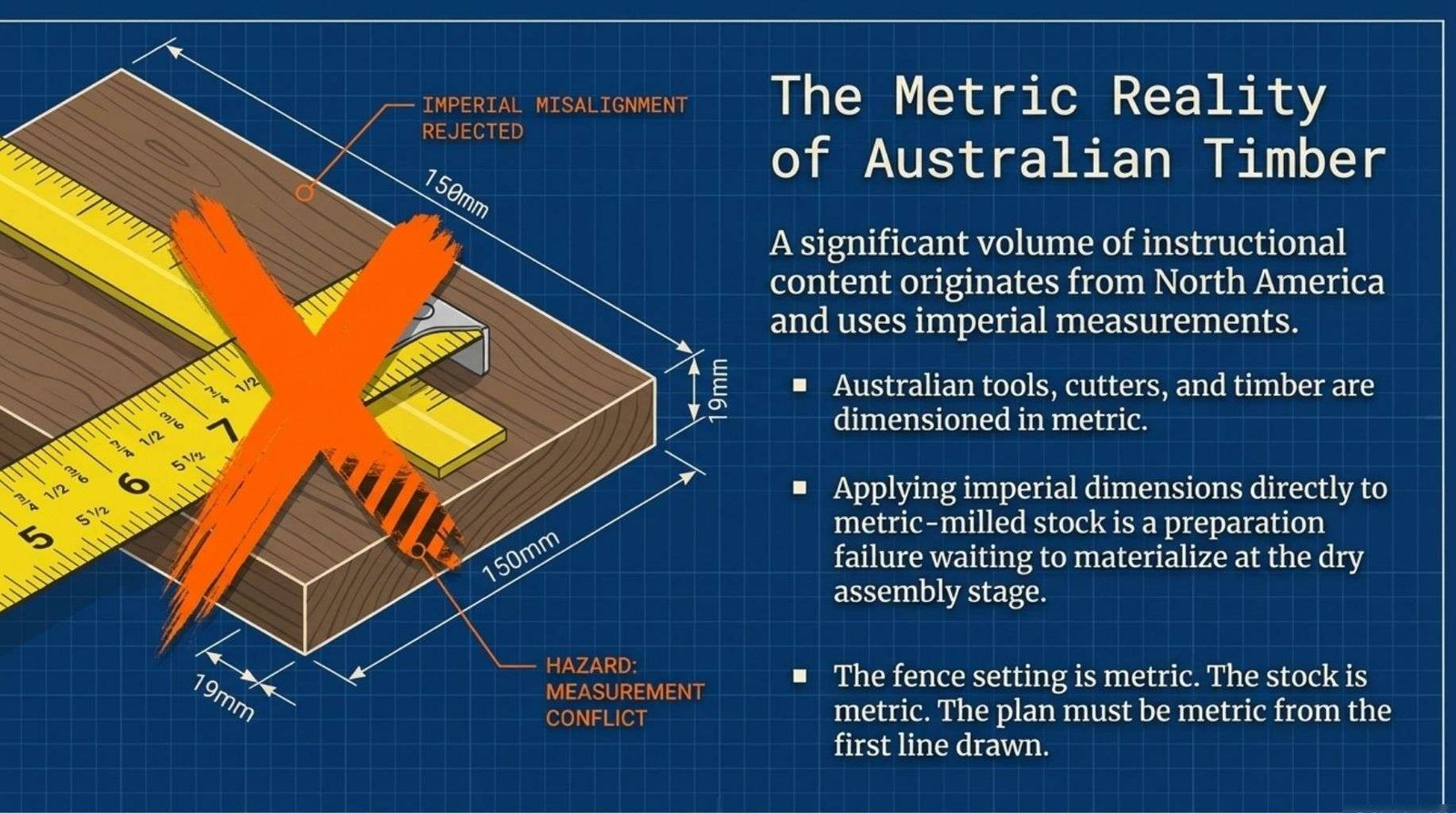
One practical note for Australian makers: tools, cutters and timber in this country are dimensioned in metric, and DIYP begins with working in the units the material is actually milled to.
A significant volume of instructional content originates from North America and uses imperial measurements throughout.
Applying those dimensions directly to Australian-milled stock without conversion is a preparation failure waiting to materialise at the dry assembly stage.
The fence setting is metric. The stock is metric. The plan should be metric from the first line drawn.
There is also a materials dimension to tool selection that Australian woodworkers encounter directly.
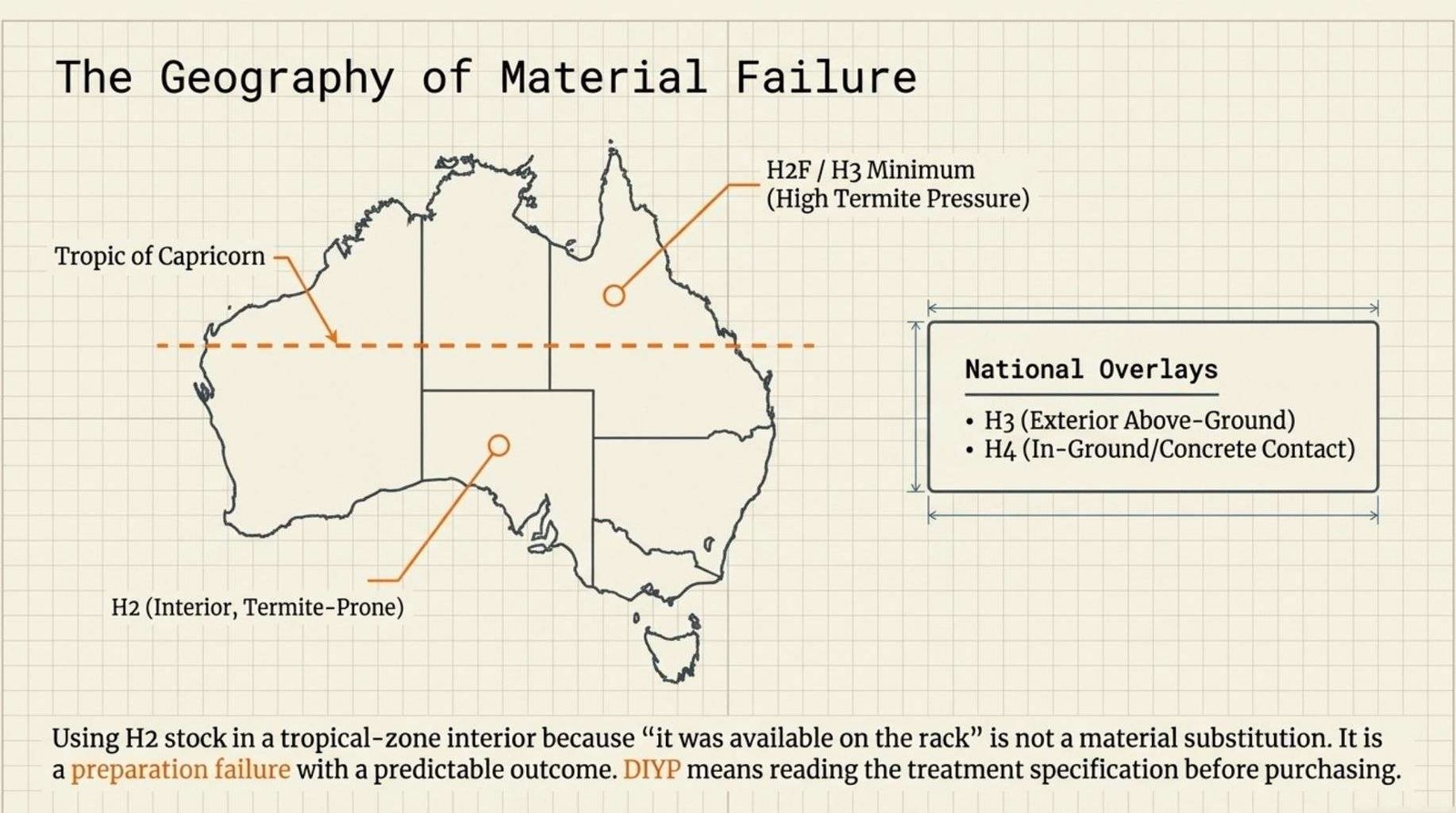
Timber treatment classes in this country are specific and consequential. H2 treated pine is designated for interior applications in termite-prone areas south of the Tropic of Capricorn. North of that line, H2F or H3 is required even for interior above-ground use, because the termite pressure is substantially higher.
H3 covers exterior above-ground exposure nationally, and H4 is specified for in-ground or in-concrete contact.
Using H2 stock in a garden application, or in a tropical-zone interior where H2F is the correct minimum, because it was available on the rack is not a material substitution.
It is a preparation failure with a predictable outcome. Reading the treatment specification before purchasing is DIYP applied at the point of material selection.
What Timber Does When No One Is Watching.
Wood is not a static material and it does not behave as though it were.
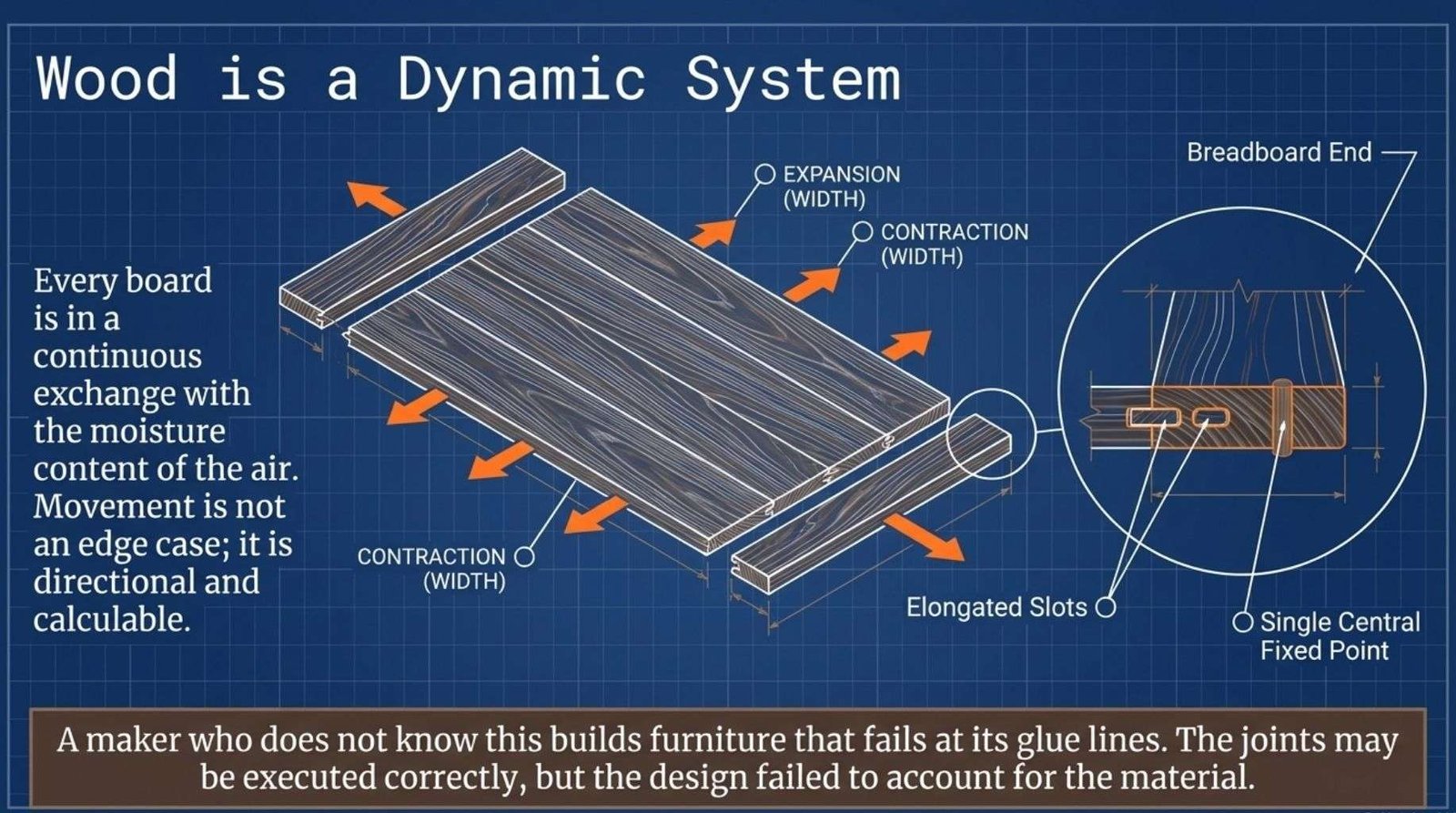
Every species, every board, every cross-section is in a continuous exchange with the moisture content of the surrounding air.
Seasonal movement is not an edge case or an occasional hazard.
It’s the default condition of every piece of solid timber in a domestic interior and it is entirely predictable once the species, the cut and the expected humidity range are understood. A tabletop built from wide boards of Victorian ash, glued up without allowing the stock to acclimatise to the workshop environment first, will move after assembly. The movement is not random.
It is directional, calculable and, critically, accommodatable if the joinery is designed to work with it rather than against it.
Breadboard ends are attached with elongated slots and a single central fixed point, not full-length glue lines, precisely because movement is assumed. Solid panels are floated in grooves rather than pinned at the edges.
Frame and panel construction exists largely as a structural response to timber’s refusal to hold still. A DIY’er who does not know this builds furniture that fails at its glue lines or opens at its joints within a year or two of leaving the workshop.
The failure is not a craftsmanship failure at the point of construction. It is a knowledge failure at the point of planning. The joints may have been executed correctly. The design did not account for the material.
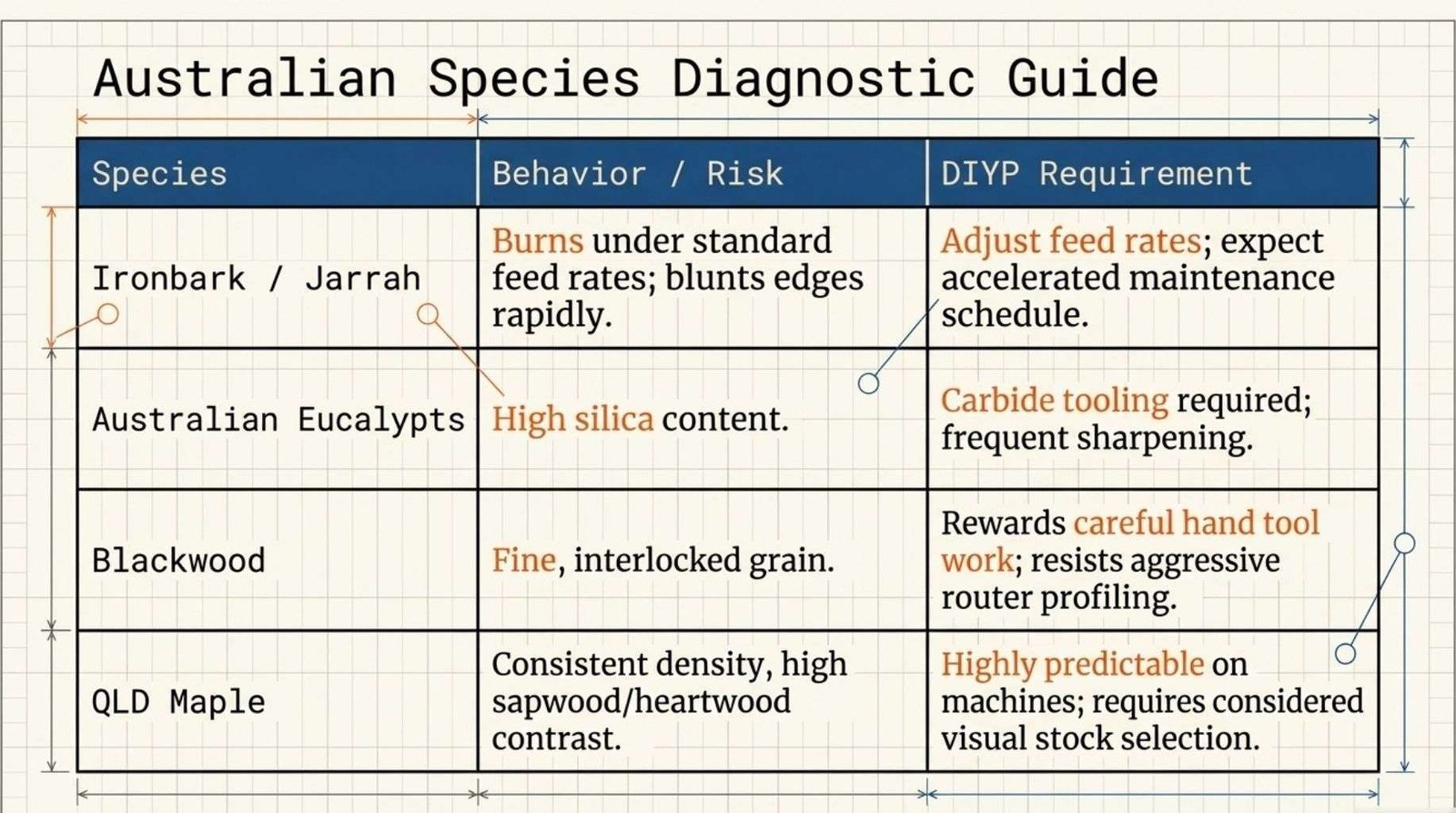
Understanding a species before working it extends beyond movement. Ironbark and jarrah are among the most demanding Australian hardwoods in this respect: both are notorious for burning under router bits and saw blades run at standard feed rates, and both blunt cutting edges at a rate that surprises makers accustomed to softer domestic timbers.
More broadly, many Australian eucalypts carry higher silica content than their North American counterparts, which accelerates edge wear across the full range of cutting tools.
A maintenance schedule appropriate for working pine or American oak is not adequate for regular work in Australian hardwood, and the difference compounds over a workshop session.
Blackwood’s fine and sometimes interlocked grain rewards careful hand tool work and resists aggressive router profiling in long-grain applications.
Queensland maple’s consistent density makes it predictable on machines but its pronounced sapwood-to-heartwood colour contrast demands considered stock selection when visual consistency matters.
These are not specialist facts. They are baseline knowledge for working a species properly. A short session with published species data, a conversation with a timber merchant who knows their stock and a sample board on the bench will establish more usable knowledge than a week of trial and error at the work surface.
Joinery Planning and the Sequence That Determines Everything.
A well-designed joint does not begin at the workbench. It begins on paper, in a drawing that specifies dimensions, tolerances, grain orientation and assembly sequence before a board is pulled from the rack.
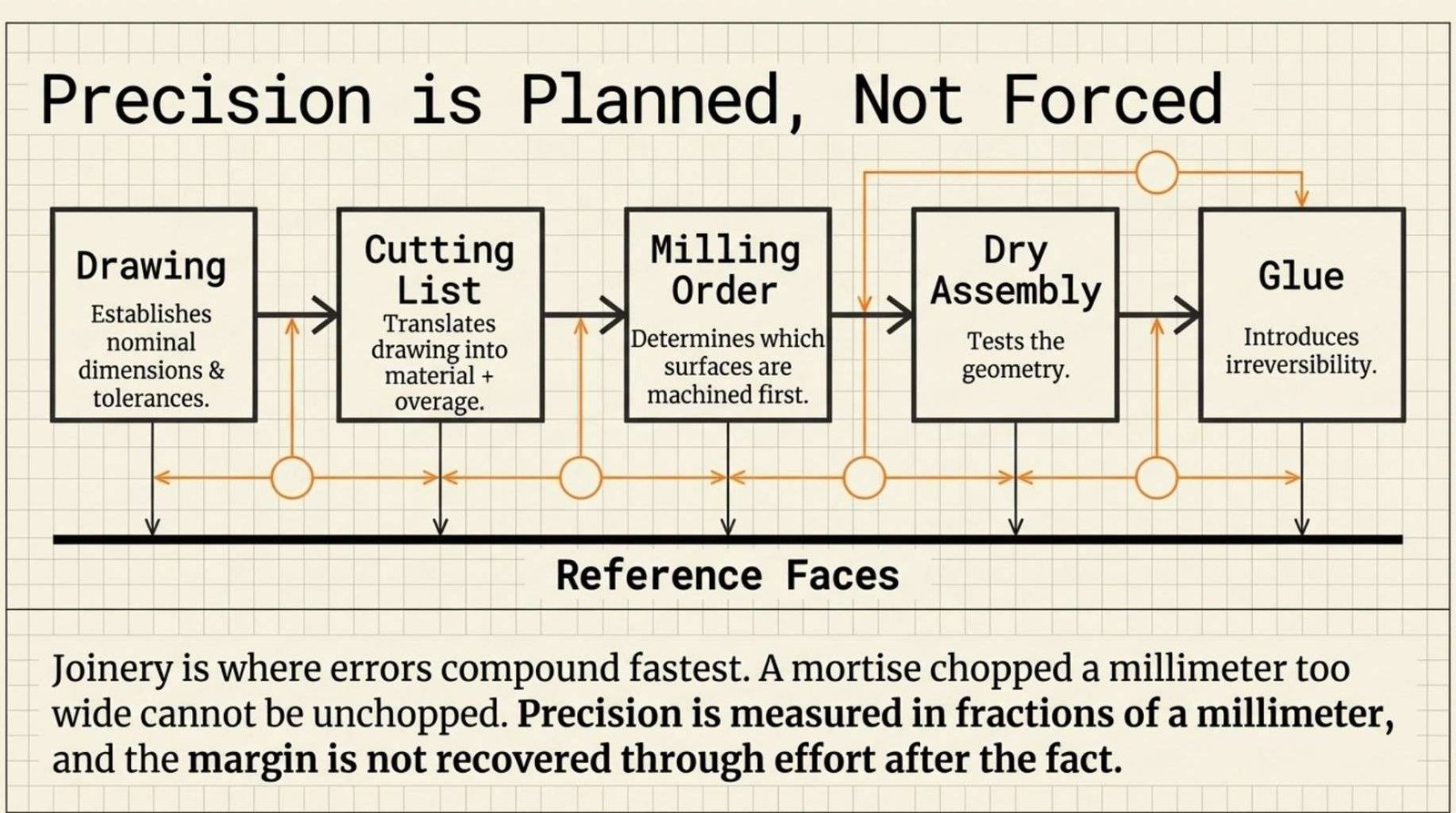
This is the woodworking discipline that most directly expresses the DIYP principle, because joinery is the domain where errors compound fastest and are hardest to reverse.
A mortise chopped a millimetre too wide cannot be unchopped. A tenon sawn a millimetre too narrow cannot be unsawn.
The available corrections, shimming with veneer, replacing a component entirely, accepting a joint with measurable play, are all inferior to the result a correct first pass would have delivered.
Precision joinery is measured in fractions of a millimetre, and the margin is not recovered through effort after the fact.
The planning sequence for a joinery project has several stages, each of which reduces the probability of error at execution.
The drawing establishes nominal dimensions and component relationships. The cutting list translates the drawing into material requirements, with enough overage for each component to be brought to final dimension in sequence.
The milling order determines which surfaces are machined first, because reference faces established in early operations are the datum for every subsequent step.
The dry assembly tests all of that before glue introduces irreversibility.
Here is the trade-off that experienced woodworkers accept and beginners resist. A properly planned project takes longer than a loosely planned one at every stage except the final glue-up. The drawing takes time.
The cutting list requires thinking through material carefully. The milling sequence demands that the whole operation be mentally rehearsed before the first piece is dimensioned. The dry assembly adds a complete additional stage.
But the final assembly proceeds with a confidence that is only possible because the geometry has already been confirmed to work.
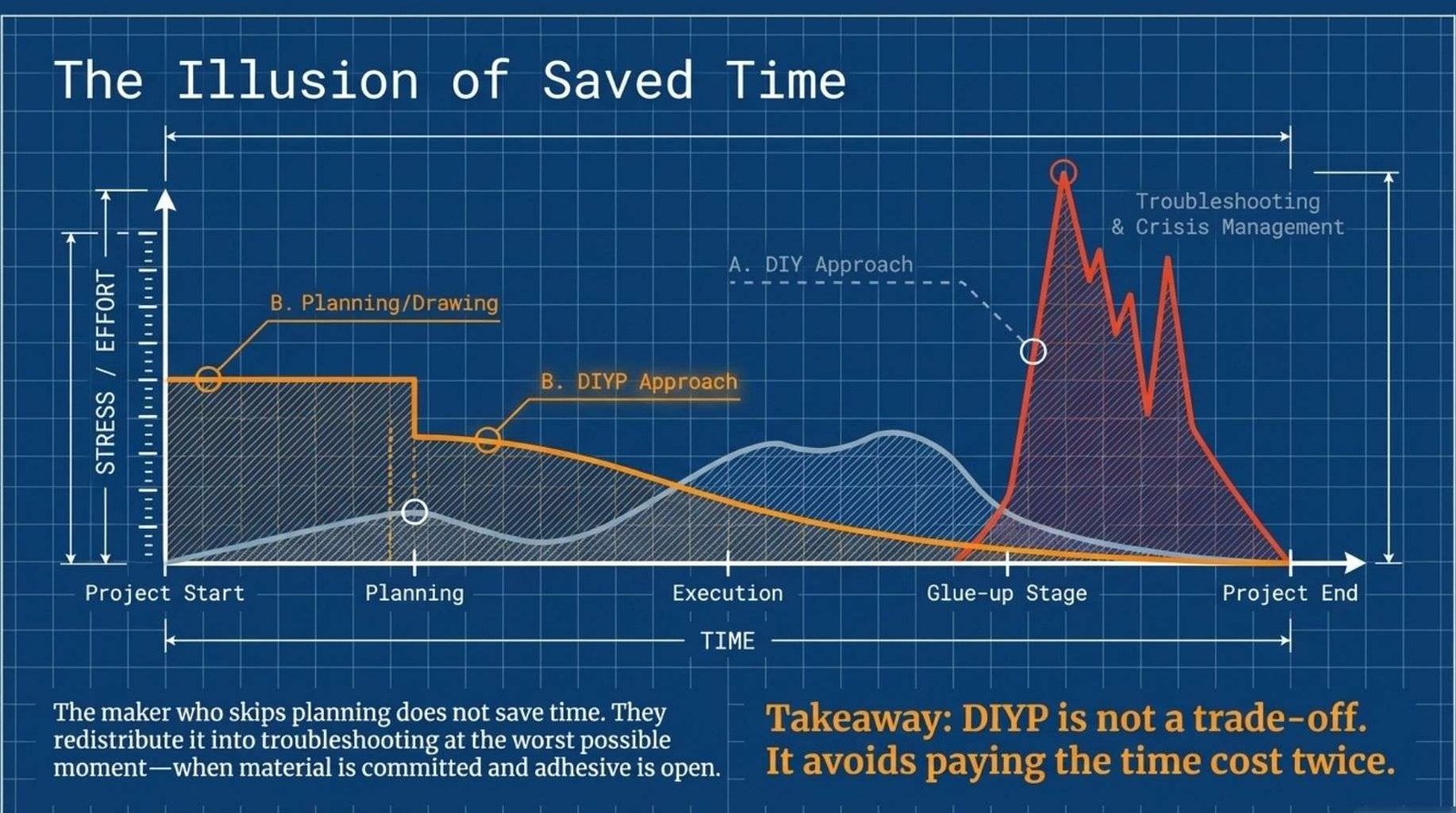
The maker who skips the planning stages does not save the planning time.
They redistribute it into troubleshooting time at the least convenient moment in the project, when material is committed, adhesive is open and the assembly window is closing. That is not a trade-off.
It is a cost paid twice, once in planning time avoided and once in crisis management time incurred, at a point when the decisions available are worse than the ones that were available earlier.
Surface Preparation and Why the Finish Is Never the Problem.
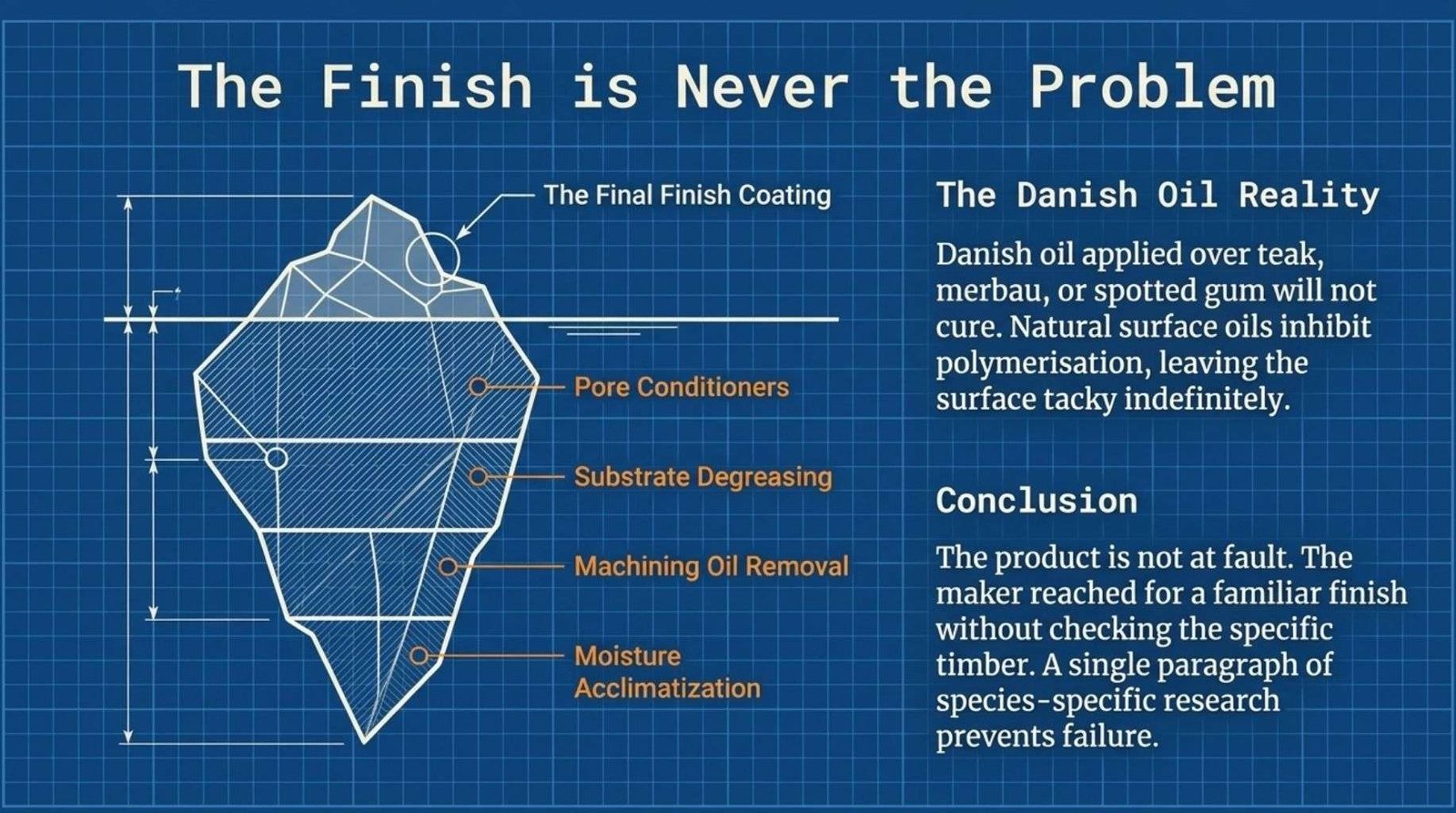
The finish failure that shows on a completed piece almost never originates in the finishing stage. It originates in the surface preparation stage, sometimes several steps earlier, in a decision that seemed minor at the time and reveals its consequence only after the coating is applied and curing.
A finish that raises grain unexpectedly was applied over a surface that was not properly raised and cut back during preparation.
A finish that checks, flakes or separates from the substrate was applied over a surface carrying residual machining oil, silicone contamination or incompatible prior coating. A stain that blotches on softwood was applied without a pore conditioner to the very end-grain and open-pore surfaces that softwood’s structural variability makes susceptible to uneven absorption.
The finish is downstream of a preparation sequence. Every step in that sequence is a decision, and each decision either builds toward a successful result or introduces a condition that the finish will reveal.
Understanding the full sequence before opening a can is not advanced practice. It is the minimum requirement for using a finishing product as its formulator intended. The practical entry point is the product data sheet.
Every serious finishing product is accompanied by technical documentation specifying substrate requirements, application temperature and humidity ranges, recommended film builds, inter-coat timing, thinning ratios and compatibility with adjacent products. Reading that documentation is not burdensome. It is the act that separates application from guesswork.
A specific example worth naming here. Danish oil applied over a surface that retains natural oils from a species like teak, merbau or spotted gum does not cure. The surface oils inhibit the polymerisation process and the product remains tacky, sometimes indefinitely, until it is removed and the substrate is properly cleaned and degreased before reapplication.
The product is not at fault. The maker reached for a familiar finish without checking whether it suited the specific timber being finished that day.
That is a preparation failure, not a skill failure and not a product failure.
A single paragraph of species-specific research before application would have prevented it entirely.
Species-appropriate finish selection, matched to the timber’s natural oil content, its intended use environment and the desired surface character, requires knowing the timber and knowing the product.
The brush comes out after both of those are established.
Workshop Safety as a Knowledge Discipline.
Workshop safety in the DIYP framework is not a set of rules posted near the door. It is a body of knowledge that is specific to each tool, each material and each operational sequence.
Generic safety awareness provides a foundation. Tool-specific and material-specific knowledge is what keeps people working productively across years in the workshop without incident.
A random orbital sander generates fine particulate from any timber, but the character of that particulate varies significantly by species.
A planer-thicknesser applied to heavily spalted timber can release elevated concentrations of fungal material. Several Australian species have documented sensitisation and toxicity profiles that warrant specific protective measures.
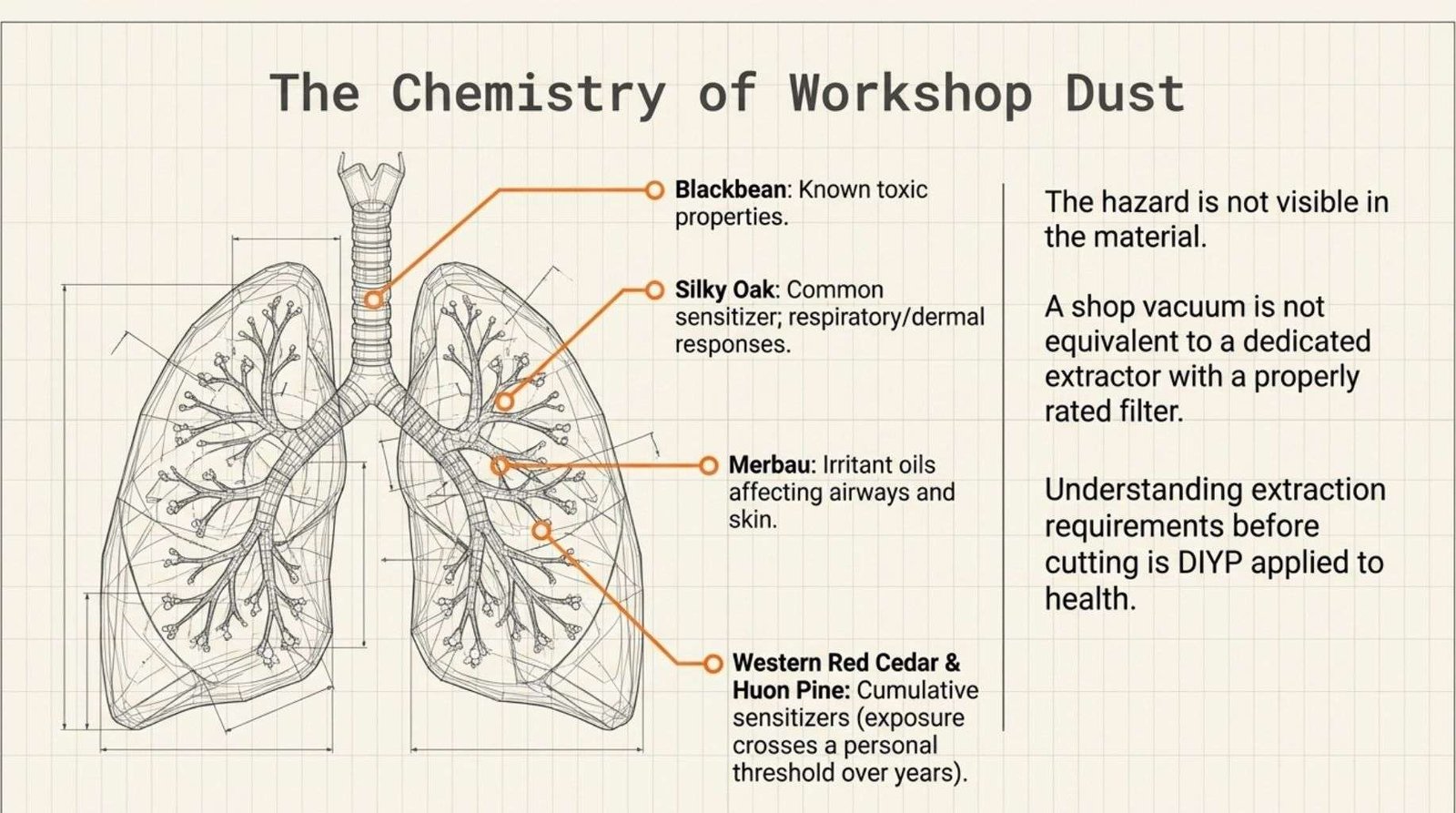
Blackbean produces dust with known toxic properties. Silky oak is a common sensitiser with documented respiratory and dermal responses.
Merbau contains irritant oils that affect both the airways and the skin surface. Western red cedar and huon pine have well-established sensitisation records in makers who have worked those timbers without apparent issue for years before cumulative exposure crosses a personal threshold.
The hazard is not visible in the material. It requires knowing the material before being in a position to protect against it.
Dust extraction in a home workshop is not an optional upgrade to be added when the budget allows. It is the baseline provision for any regular work, and its specification should be matched to the tools it serves.
A shop vacuum rated for general use is not equivalent to a dedicated extractor fitted with a properly rated filter.
An extractor plumbed to the table saw does not address the fine airborne fraction produced by hand sanding at the bench beside it.
Understanding the extraction requirements of each operation before performing it is DIYP applied to the health dimension of workshop practice.
Personal protective equipment follows the same logic. Safety glasses appropriate for lathe turning are not necessarily adequate for angle grinding.
Hearing protection selected for working with a router at speed in a small enclosed workshop requires a different noise reduction rating than protection used for occasional hand tool work.
These distinctions are not complicated. They require reading the product specifications and understanding the exposure profile of the specific operation. Neither step requires specialist training.
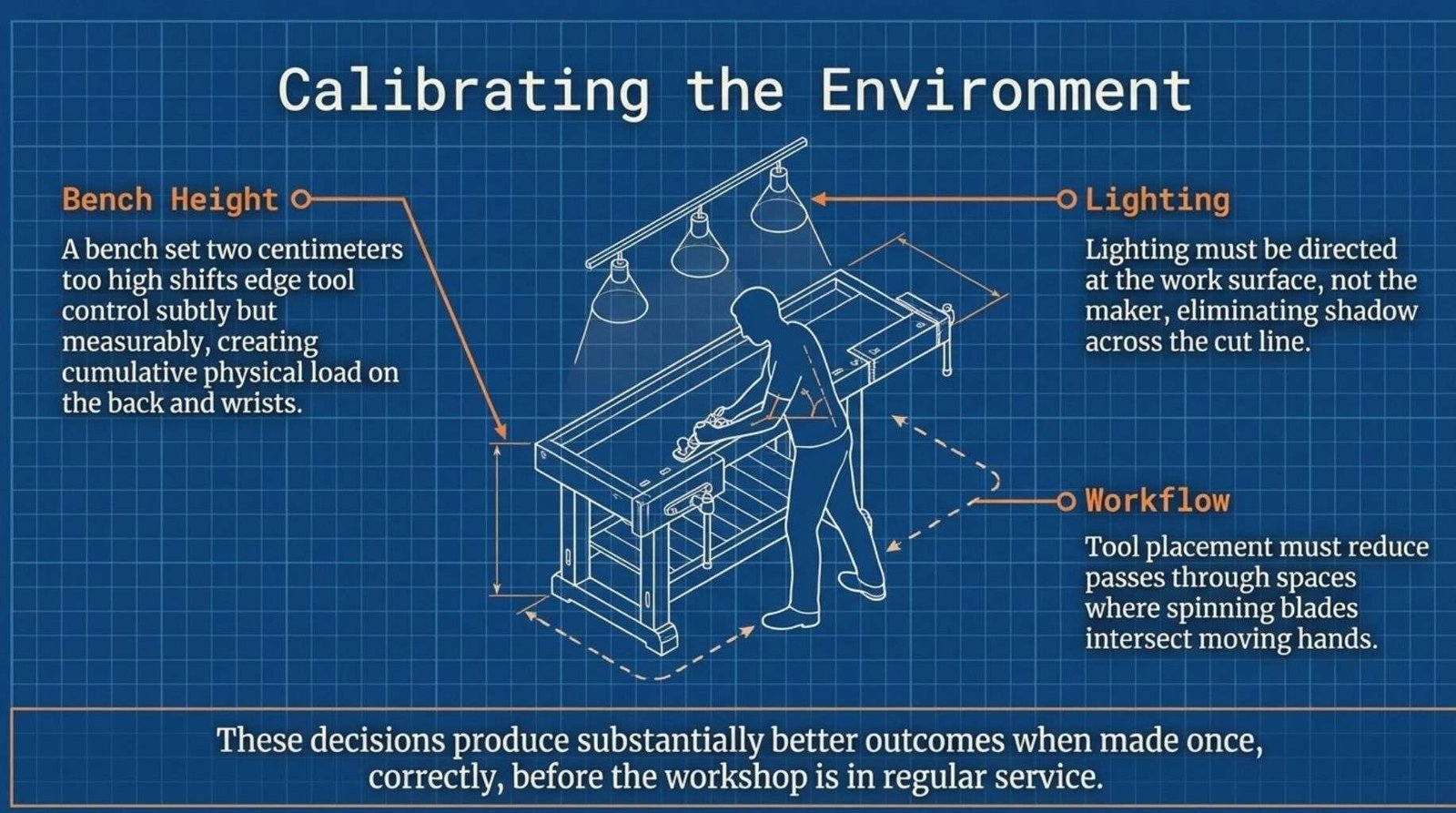
They require taking the preparation seriously enough to check before rather than assess after. Workshop layout and setup deserve the same prior attention.
Bench height calibrated to body height determines the quality of hand tool work and the cumulative physical load on back, shoulders and wrists across a full day at the bench.
A bench set two centimetres too high shifts edge tool control subtly but measurably. Tool placement relative to workflow reduces the frequency of passes through a space where a spinning blade or moving part could intersect a moving hand.
Lighting directed at the work surface rather than at the maker eliminates shadow across the cut line and reduces eye strain across extended sessions.
These are decisions that produce substantially better outcomes when they are made once, correctly, before the workshop is in regular service.
The Preparation That Makes the Work Feel Easy.
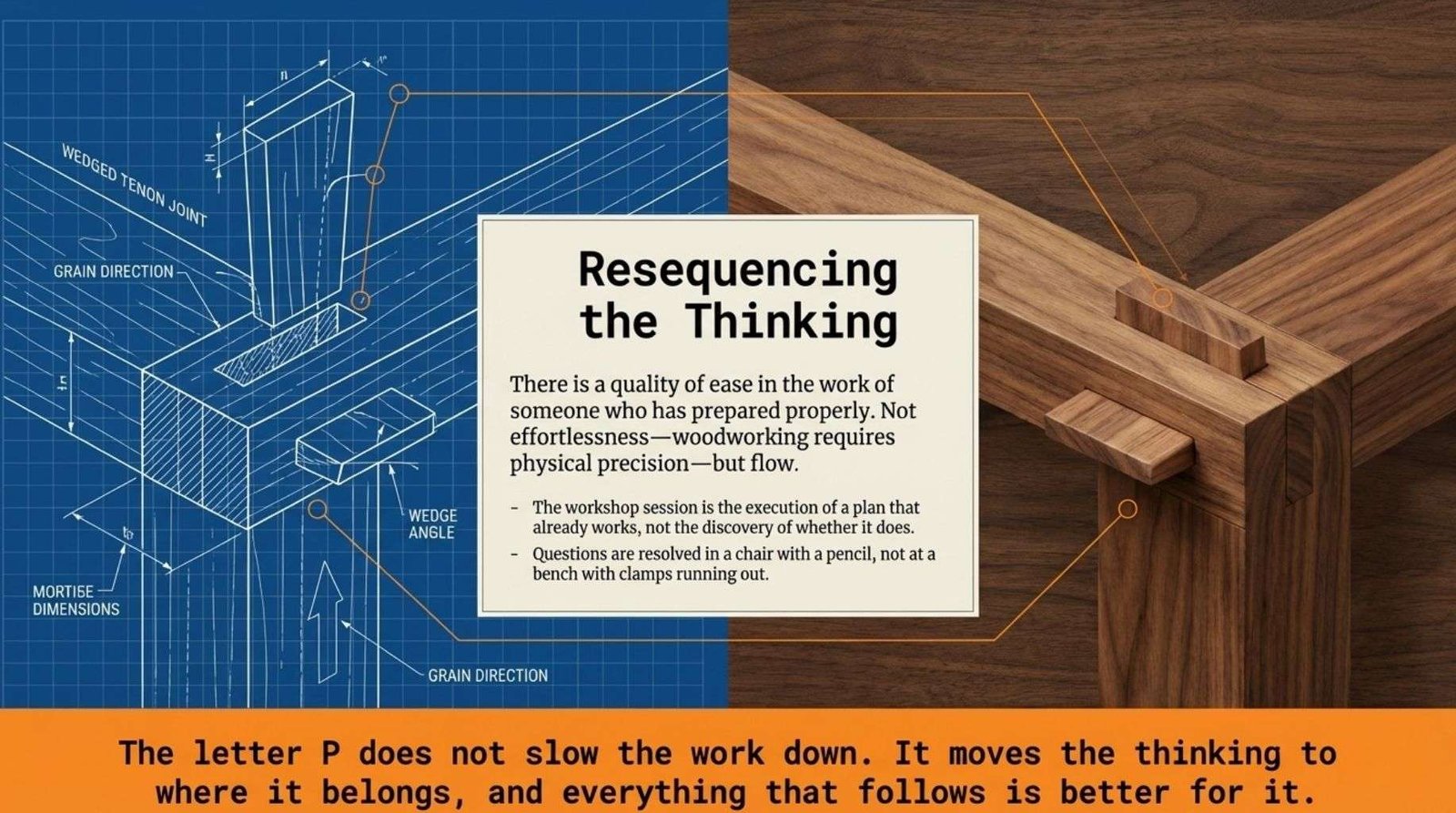
There is a quality of ease in the work of someone who has prepared properly.
Not ease in the sense of effortlessness, because good woodworking requires genuine physical precision, sustained attention and consistent tool control.
Ease in the sense of flow. Each step follows the previous one without interruption because the sequence was resolved before it began.
The questions that would otherwise stop a project mid-build were answered earlier, in a better cognitive environment, without committed material and running time creating pressure.
The craftsperson at the bench with a clear cutting list, a drawn project, a confirmed joinery method and a tested finish sequence is not moving slowly.
They are moving efficiently because the planning is complete.
The workshop session is the execution of a plan that already works, not the process of discovering whether it does.
That is the full expression of DIYP. Not caution. Not the suspension of action in favour of endless research.
It is the resequencing of the thinking so that it precedes the doing, so that the questions are resolved in a chair with a pencil and a species guide rather than at a bench with glue in play and clamps running out.
The doing is not diminished by that preparation. It is clarified by it.
The letter P does not slow the work down. It moves the thinking to where it belongs, and everything that follows is better for it.